1976年原联邦德国赫尔公司推出电子束雕刻机。
1.电子束雕刻机的基本结构
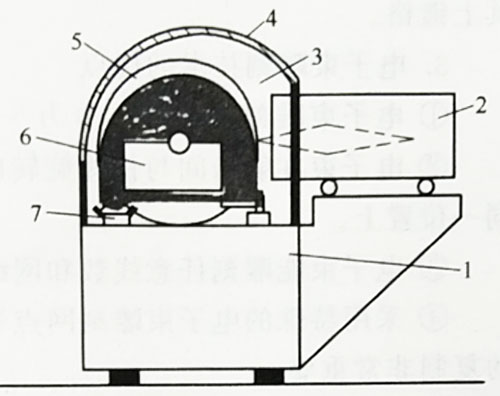
电子束雕刻机的机架是一个铸铁床座,如图1-12所示,它与同长度的真空箱构成滚筒加工室。该室中有两个轴承座,它们通过丝杠由步进电机驱动,相互独立地顺着机器的长度方向运动。轴承座有两个辅助装置,在UV固化炉装上滚筒后自动夹紧。轴承座有一台大功率的电机驱动滚筒,滚筒速度根据滚筒直径大小而定,一般在1200~1800r/min。
当滚筒雕刻时,电子束枪固定不动,而滚筒在电子束枪前作左右移动。电子束枪装在机器中间的加工室后部,穿过真空箱罩。电子束枪与滚筒远近的距离是由一只步进电机驱动。电子束雕刻机还有控制电子束枪和机器的电子柜、高压发生器和真空泵等部分。
2.雕刻过程
UV隧道炉将雕刻的凹版滚筒装到打开盖的定心装置上
①关闭真空室的箱盖;
②夹紧滚筒;
③真空泵抽气使电子束枪加工室内产生真空;
④使滚筒转动,在滚筒的起始端进行雕刻的起始定位;
⑤接通并调定电子束;
⑥开始雕刻。
控制和调节过程大部分时间是并行的,到雕刻起始需要6min。一个长度为2400mm周长为780mm的滚筒,雕刻时间为15min。另一个长度相同而周长为1540mm的UV隧道炉传送带滚筒雕刻时间为22min。雕刻时只有雕刻滚筒转动及横移,电子束枪固定不动。雕刻完毕,电子束自动切断,滚筒被刹住,加工室充气,最后滚筒被松开。雕刻一只滚筒,整个准备时间不到15min,由此可见,h可雕刻2只滚筒。
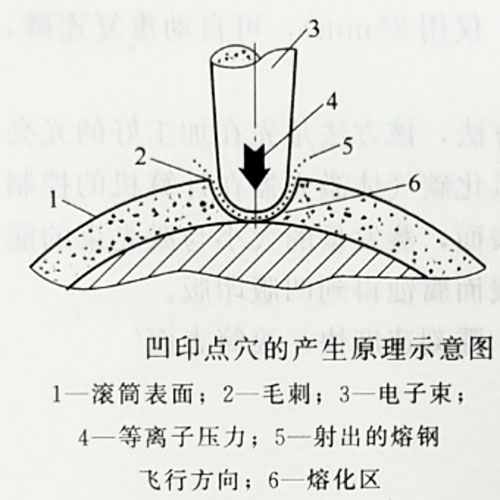
在用电子束进行雕刻时,高能量的电子束深入铜层约5μm,并在原子场内被刹住。它把所有的运动能传递给了铜,于是产生了过热铜熔液。在电子束中生成的等离子体压力,将铜熔液从侧面挤出熔融区。每秒20~30m的滚筒圆周速度将熔液以滴状的形式沿切线抛出旋转的滚筒。微小的铜滴在真空中飞行,只稍冷却一点,仍以熔融状态碰撞到调换的反射板上,变成了铜渣。电子束冲击后,点穴里的熔化区在熔铜表面张力的作用下重结晶,形成一个光滑面,点穴形状呈半球面形。
典型设备如瑞士MDC公司的 Laser star,它不用镀铜滚筒,而是在滚筒表面镀锌合金,用YAG激光,以35000Hz的高速进行加工,还可采用70000Hz的激光头图1-13凹印点穴的产生原理示意图速度比普通雕刻机4000Hz快17.5倍。
激光束射向镀锌层表面,使其部分熔化成液滴,部分汽化成金属蒸气而逸出。激光雕刻完成后,剩余的氧化锌被刮刀去除掉,形成网穴,其网穴属于凹下深度可变、网穴开口面积不变的类型。
这种方法的缺点是在滚筒表面镀锌合金所耗费的时间是表面镀铜的2倍,而且不能再在其上镀铬。
3.电子束雕刻技术的优点
①电子束雕刻速度高(10万~15万个网格/s),易于调制和偏转。
②电子束在射击间与快速旋转的滚筒同步运动,即在射击点穴时电子束始终在滚筒的同一位置上。
③电子束能雕刻任意线数和网线角度。
④采用特殊的电子束雕刻网点装置,使轮廓的再现有了明显的改善,这对文字和线条的复制非常重要。
⑤生产效率与电子雕刻比较提高1~2倍。
⑥电子束雕刻所产生的网格形状为半球形,当高热的铜熔化后,汽化铜被等离子压挤出网格,再结晶的表面厚度不到5μm。因此网格内壁光滑,网墙无缺陷,利于在高速印刷情况下,实现非常好的油墨转移。






 QQ客服
QQ客服 电话咨询
电话咨询