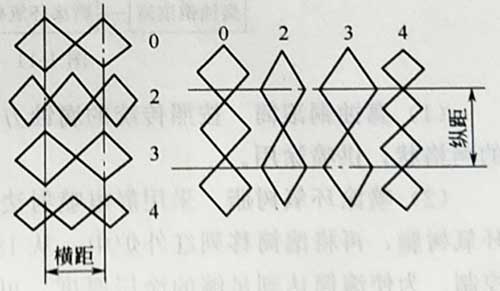
1.试刻试刻是通过调节控制箱电流值的大小,得到合适的暗调(全色调)、高光(5%)网点和通沟大小。电子雕刻的网点可分为四种形状,以3号、0号、2号、4号来表示,称为网角形状,见图1-9。使用不同角度的雕刻刀,可以得到不同深度的网点,雕刻刀的角度越小,网点深度越深。一般来说,表面粗糙吸墨量大的、雕刻线数高的、转移性能差的油墨,需要选用小角度的雕刻刀,以得到相对大的墨量来适应这些情况。不同的网点形状是通过改变电雕刻时转速进给速度和雕刻频率而获得的,如较高速度将点形拉长呈“◇”形,较低速图度时点形压扁呈“”形。试刻是一项十分重要的工作,直接关系到印刷品的阶调层次。因此, 4试刻时应根据不同的网屏线数、网点形状、承印材料,选用相应的暗调、高光网点,可用网点测试仪测定网点的对角线和通沟尺寸来确定,下图为网角形状示意图。
2.扫描校准扫描时,以扫描滚筒的白色表面作为基面,使软片上呈黑色密度的图文与白色基面有明显的反差,为了保证凹印时第一色调的印刷,扫描头设定应有恰当的密度差,它可通过将光学头移至5%加网密度区域,这个密度的数字输入值校准在768,第一个着墨孔的对角线(试刻高光网点)是在这个值,余下的数字输入(768~1023),使白基面与软片空白部分间形成足够的差异,这就保证了雕刻粘贴以及底色部分所形成的边缘,都不会对雕刻或印刷过程产生影响。
3.雕刻上述工作完毕后,电雕机则正式进入雕刻。扫描头对软片进行扫描时,与扫描同步的雕刻头根据扫描信号进行雕刻。雕刻头的动作由石英振荡器驱动,雕刻头的最高雕刻速度可达4000粒/s网点。
电雕凹版网穴的大小和深浅是变化的,印刷颜色及层次既靠网穴大小,又靠网穴深浅来体现。因此,高质量光滑的网穴是提高印版质量的关键。对网穴的质量要求如下
①网穴上下、左右对称;边缘清晰光洁;网墙整齐光滑;通沟清晰;网穴的宽度和深度适宜;网穴的几何形状保持一致,高光点形好,数值准确。
②网穴内壁光滑,无毛刺。如果网穴的侧壁上有毛刺,就会减少储墨量,而且在印刷过程中还会磨损和破坏刮刀,产生刀丝。
为保证丝网印刷UV固化的电子雕刻软片制作的质量,行业标准中规定了雕刻网穴的大小及深浅。但网穴的大小及深浅受机型(不同公司的产品雕刻出来的网穴形状不同)、网线数、雕刻针的新旧程度、雕刻头的角度、铜层的厚度及产品质量要求的影响,可变因素较多。以70线/网线角度为30°,使用120新雕刻针为例,其试雕网穴宽度:高光为34~36μm,暗调为175~178μm。一般情况在放大镜下观察,绝对不允许有网墙缺失或网穴不图1-10激光雕刻法工作原理示意图完整的现象,若有则产生线条不实、有虚边、平网实地起泡等现象。




 QQ客服
QQ客服 电话咨询
电话咨询