适应快速流水线
UV固化炉压印模版的制作由于光致抗蚀材料质地较软,不宜直接用于压印,因此将它制成一块耐压的金属模版把光致抗蚀涂层上的浮雕图纹转移到金属版上,再在模压机上进行压印。压印模版的制作过程如下。
(1)涂布导电层由于光致抗蚀材料本身不具备导电性,所以在电铸之前要在其上涂布导电层,使其在电铸时成为一极。涂布导电层的方法有化学沉积法、喷涂法和蒸镀法三种工艺,镀层材料一般采用银或镍。目前主要采用蒸镀法。
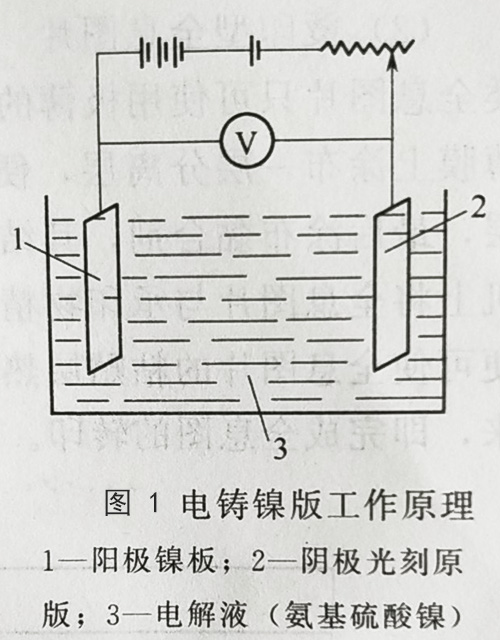
(2)电铸镍版及剥离电铸镍版采用化学原理在电铸槽内进行,其工作原理如图5-27所示。电解槽中加入氨基硫酸镍电解液,阳极挂镍板,阴极挂清晰干净的全息浮雕版,当外加电源在两极板之间施以一定电位时,阳极镍板上的镍被电离而在阴极光刻原版上还原成镍,以形成足够强度凹凸形状的镍层其厚度一般为50~100μm。为保证电铸镍层质量的稳定性,应合理控制电解液的性质及工艺条件。最后,将电铸层剥离下来即制成模压版。
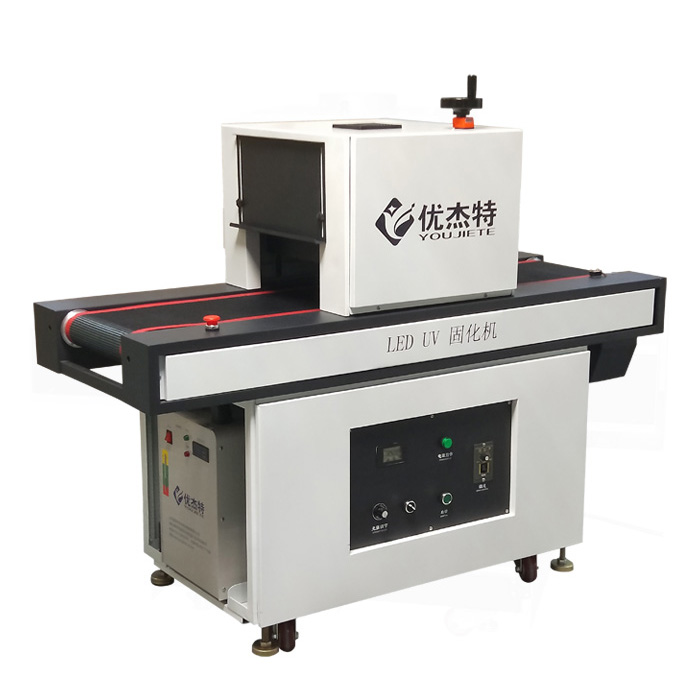
适应快速流水线UV固化炉压印模版
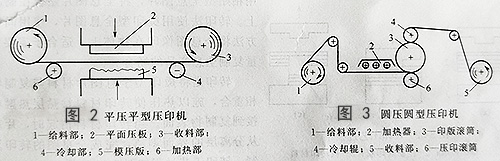
适应快速流水线UV固化炉压印模版是在一定温度和压力作用下,将金属模压版上的干涉条纹转移到透明薄膜或真空镀铝膜上。压印材料一般采用热塑性树脂,如PVC、PET、PS、PP薄膜等,目前大多采用PET薄膜。压印是在压印机上进行的,压印机有平压平型压印机和圆压圆型压印机,如图1、图2所示。平压平型压印机模压版呈平面形,承印物作步进运动,印刷速度不高,但图像无大的变形,压印质量较好。圆压圆型压印机模压版卷绕在模压版滚筒上,可实现连续高速印刷,适用于大批量印刷,但其图像变形较大,设备费用较高。压印按热压一冷却剥离等工艺过程进行,通过压印将模压版上的干涉条纹转移到薄膜上,完成全息图像的制作。






 QQ客服
QQ客服 电话咨询
电话咨询